On-line сервис
предназначен для создания управляющей программы (управляющих G-кодов)
для гравирования или фрезеровки прямоугольной или координатной сетки с различным шагом по оси X и оси Y станками
и оборудованием с числовым
программным управлением (ЧПУ).
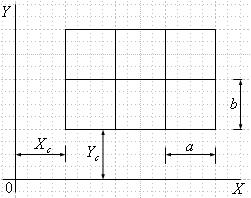
Исходными данными
при подготовке данной управляющей программы являются значения координат X, Y и Z для
начальной точки прямоугольной (координатной) сетки, расстояние a, являющееся
шагом по оси X, расстояние b,
являющееся
шагом по оси Y,
общее количество ячеек прямоугольной сетки по оси X, количество ячеек прямоугольной сетки по оси Y, общая глубина гравирования или фрезерования материала, глубина гравировки или фрезеровки
материала за один проход инструмента станка, значения рабочих подач движения режущего инструмента и безопасной высоты над обрабатываемой заготовкой.
Числовые
значения всех требуемых исходных данных необходимо
ввести в соответствующие поля данной страницы ниже для последующего выполнения необходимых
расчетов и создания управляющей программы для станка с числовым программным
управлением.
После выполнения необходимых расчетов имеется возможность сохранения исходных данных в управляющей программе в виде комментариев, расположенных в верхней части созданной управляющей программы.Для сохранения исходных данных необходимо установить флажок в элементе управления "Сохранить исходные данные в управляющей программе".
При вводе исходных значений для
общей глубины гравирования или фрезерования обрабатываемого материала и глубины
гравировки или фрезеровки обрабатываемого материала за один проход, необходимо следить, чтобы
значение для глубины гравирования или фрезерования за один проход не превышало значение для
общей глубины гравировки или фрезеровки.
При
вводе исходных значений рабочих подач при обработке следует знать, что введение значения "0" позволяет
избежать указания в управляющей программе (G-коде) параметра F для которого назначено
значение "0".
После введения всех требуемых
исходных данных необходимо нажать кнопку "СОЗДАТЬ УПРАВЛЯЮЩУЮ ПРОГРАММУ",
после чего будет автоматически создана требуемая управляющая программа для гравирования
(фрезерования) прямоугольно (координатной) сетки на станке с числовым программным управлением.
Созданная
управляющая программа подлежит обязательной проверке в программе твердотельной верификации и
предварительному тестированию на станке.
Рис.1
Чтобы не указывать в управляющей программе параметр F, установите все значения рабочих подач равными нулю или нажмите кнопку "F = 0".
Расстояние a (шаг по оси X):
Расстояние b (шаг по оси Y):
Количество ячеек по оси X:
Количество ячеек по оси Y:
Координата Xc:
Координата Yc:
Координата Zc:
Общая глубина резания:
Глубина резания за проход:
Рабочая подача (X,Y G00):
Рабочая подача (X,Y G01):
Рабочая подача (Z G00):
Рабочая подача (Z
G01):
Безопасная высота над заготовкой Z:
Сохранить исходные данные в управляющей программе
Созданная
управляющая программа для станков с числовым программным управлением может быть скопирована в буфер обмена
для дальнейшего сохранения в текстовом файле или файле форматов *.nc , *.cnc ,
*.tap , *.iso и
подобных.
Off-line версия (т.е. версия не требующая подключения к сети Интернет) всех разработанных сервисов для создания управляющих программ для систем числового программного управления находится в данном разделе сайта.
Оказываем услуги по
разработке и сопровождению программного обеспечения для создания управляющих
программ для систем числового программного управления станками (Генераторов
G-кода) для изготовления деталей в соответствии с предоставленными Заказчиками
эскизами деталей. Обращаться c вопросами и присылать запросы на создание
генераторов G-кода можно, используя
данную контактную форму.