Режим ручного ввода предусматривает ввод управляющей программы
или управляющих кодов (G-кодов) непосредственно в окне редактирования программы Intuwiz
CNC.
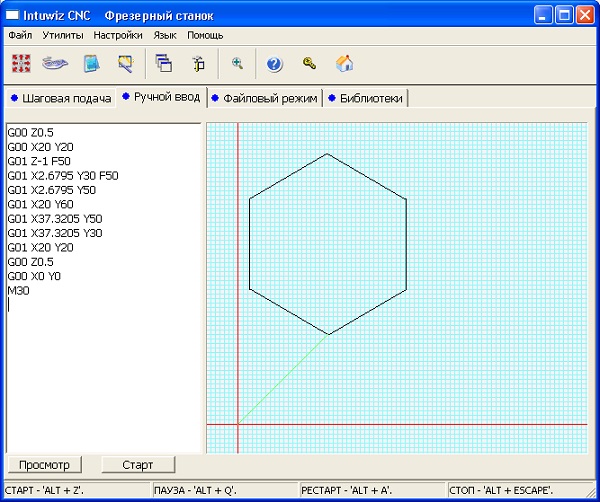
Интерфейс вкладки программы для режима ручного ввода показан на рисунке 1.
Рис.1 Интерфейс вкладки режима ручного ввода
Интерфейс вкладки для данного режима разделен на две части, левая часть представляет собой окно редактирования
(текстовое окно), где оператор может вводить необходимые для управления станком G-коды, а правая часть служит для визуализации траектории движения инструмента
станка с числовым программным управлением.
После ввода управляющих G-кодов оператор нажатием кнопки “Просмотр” вызывает функцию просмотра, которая в правой части интерфейса программы рисует траекторию движения инструмента.
Предусмотрена возможность масштабирования графической визуализации, для чего оператору необходимо нажатием кнопки на панели инструментов вызвать диалоговое окно, позволяющее назначить значение необходимого масштаба в процентах.
Режим визуализации предусматривает многоцветность, при котором красным цветом отображаются оси координат, зеленым цветом возможные движения инструмента, вызванные функцией G00 (т.е. когда не происходит снятие материала инструментом) и черным цветом возможные движения инструмента, вызванные функцией G01/G02/G03 (т.е. когда происходит снятие материала инструментом).
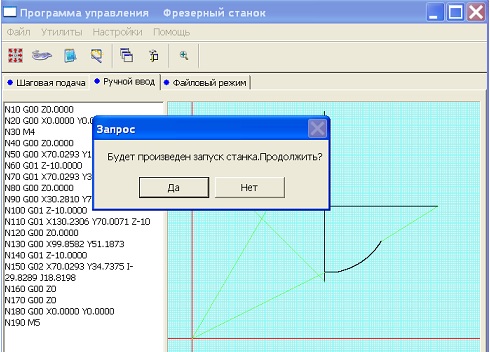
Оператор начинает работу металлорежущего станка нажатием кнопки “Старт”.
На рис. 5.7. показано диалоговое окно запуска станка на исполнение.
После нажатия кнопки “Старт” для целей обеспечения безопасности появляется диалоговое окно: “Будет произведен запуск станка. Продолжить?”, требующее подтверждение начала операции, либо отмены её.
Рис.2 Диалоговое окно запуска станка на исполнение
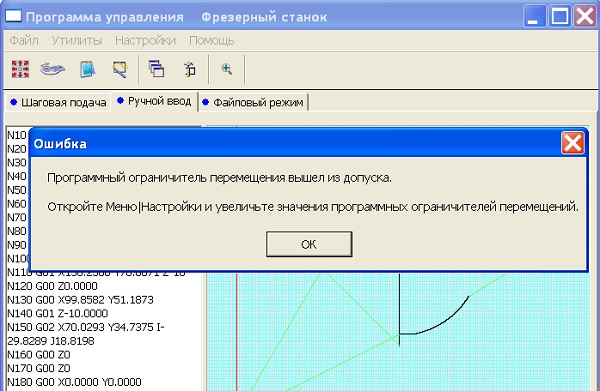
Далее происходит проверка соответствия максимальных и минимальных значения координат управляющей программы значениям максимальных и минимальных координат по осям, установленных в настройках программы.
На рис. 3. показано диалоговое окно выхода программного ограничителя за пределы допуска.
Рис.3 Диалоговое окно выхода программного ограничителя за пределы допуска
При несоответствии этих значений появляется предупреждающее диалоговое окно “Программный ограничитель перемещения вышел из допуска. Откройте Меню | Настройки и увеличьте значения программных ограничителей перемещений” после чего программа переходит в состояние до нажатия кнопки “Старт” и запуск станка не происходит.
В случае соответствия значений максимальных и минимальных координат по осям, установленных в настройках программы,
происходит запуск станка и программа имеет следующий интерфейс.
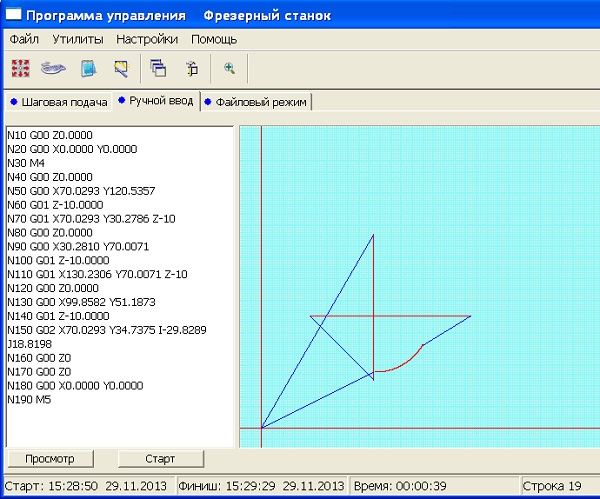
На рис. 4. показан интерфейс программы при работе станка.
Рис.4 Интерфейс программы при работе станка
После начала работы станка в левом верхнем углу интерфейса программы в полупрозрачном режиме происходит отображение текущих координат, при необходимости отображение текущих координат можно отметить, используя диалоговое окно общих настроек программы, исполняемый кадр в окне редактирование подсвечивается синим цветом, строка состояния отображает номер строки управляющей программы, которая исполняется в данный момент времени и в левой части панели состояния указывается дата и время начала программы.
Изменяется цвет графической визуализации, теперь траектория движения инструмента после обработки меняет черный цвет на красный, тем самым легко позволяя определить исполняемый кадр, как на мониторе управляющего компьютера, так и на обрабатываемой на станке заготовке.
Прорисовка траектории движения инструмента может не производиться, для чего необходимо выбрать соответствующую опцию в главных настройках программы.
После начала работы станка функции управляющих кнопок меняются.
Кнопка “Просмотр” меняет название на “Пауза” и служит для временной остановки работы управляющей программы и станка в целом.
Кнопка “Старт” меняет название на “Стоп” и служит для полной остановки управляющей программы и станка.
После завершения выполнения управляющей программы интерфейс основной программы имеет вид как показано на рис. 5.
Панель состояния отражает дату и время начала выполнения управляющей программы, дату и время окончания выполнения управляющей программы, общее время работы и количество исполненных строк управляющей программы.
Рис.5 Интерфейс программы после остановки станка
Краткое видео о режиме ручного ввода можно посмотреть ниже.